
The Human-Centric SMED


Polytechnic Department of Engineering and Architecture, University of Udine, 33100 Udine, Italy
*
Author to whom correspondence should be addressed.
Sustainability 2022, 14(1), 514; https://doi.org/10.3390/su14010514
Submission received: 10 December 2021
/
Revised: 22 December 2021
/
Accepted: 27 December 2021
/
Published: 4 January 2022
(This article belongs to the Special Issue Digital Manufacturing and Industrial Sustainability)
Abstract
:The Human-Centric SMED (H-SMED) is an evolution of the classical methodology introduced by Shingo to manage the setup process, which is particularly suitable for companies where the setup involves activities with high human content, that can be hardly transformed into external operations to be performed during the machine uptime. The H-SMED integrates Industry 4.0 tools, as the MES Data Analysis, Lean Management and Ergonomics with a new attention to the centrality of workers, in order to guide the transition towards the next Industry 5.0. The H-SMED methodology is developed into four phases, devolved to: (1) understanding the changeover process; (2) identifying potential improvements; (3) moving from proposal to practice; (4) training and control, in a continuous improvement cycle. The case study of a world-wide known company in the fashion eyewear industry is proposed to validate the framework, reporting a 44% reduction of setup duration.
1. Introduction
The European Union has recently introduced the new concept of “Industry 5.0”, where the focus shifts from the technology-driven progress typical of Industry 4.0 to a thoroughly human-centric approach. This human-centric approach in industry puts core human needs and interests at the heart of the production process, and uses new technologies to provide prosperity beyond jobs and growth, while respecting the production limits of the planet. “Rather than asking what we can do with new technology, we ask what the technology can do for us. Rather than asking the industry worker to adapt his or her skills to the needs of rapidly evolving technology, we want to use technology to adapt the production process to the needs of the worker” [1]. Moreover, Industry 4.0 is technology-driven, whereas Industry 5.0 is value-driven [2]. Thus, Industry 5.0 emphasizes the role that Industry 4.0 technologies, such as digitalization, big data and artificial intelligence, can play to increase production system resilience and sustainability, while adapting to the worker, rather than the other way around [3].
Focusing on the setup process, embracing Industry 5.0 perspective leads to rethinking classical methods and tools, such as Shingo’s SMED (Single Minute Exchange of Die), by integrating the benefits of digitalized manufacturing with a new attention to workers’ requirements, in order to gain better performance. This means also adopting a sustainability approach, in particular its social dimension, with renewed attention paid to supporting workers in their activities, working in symbiosis with new technologies as a fundamental step towards the next Society 5.0 [4]. To this end, this study proposes the Human-Centric SMED (H-SMED) by merging concepts and tools from Industry 4.0, Lean Management and Ergonomics. The aim is supporting workers in a continuous improvement cycle of the setup process towards better and better system performance. The methodology has been developed and tested in a world-wide known company in the fashion industry, which is challenged by addressing growing mass customization to be competitive and higher process efficiency.
2. Literature Review
An effective way to achieve good performances in a changeover process is the implementation of the Single Minute Exchange of Die (SMED) methodology proposed by Shingo (1985). It aims to execute equipment setup in a single-digit number of minutes. Although not every changeover can be completed in single-digit time, a high percentage of cases refer to this goal [5]. The SMED provides a structured path to perform faster changeovers, thus reducing the system downtime losses, which impact on the availability factor of the OEE (Overall Equipment Effectiveness). At the core of SMED is the conversion of the internal activities of a setup process, which must be executed when the machine is stopped, into external ones, performed when the machine is operating. Dramatic setup time reduction can be expected, exceeding 30% in most cases (e.g., Ref. [6]). Moreover, a significant cost reduction as well as an increase of core competencies have been reported with regard to the application of this tool [7]. SMED has been successfully applied in different industries, from heavy machine production to food and fashion industry [8].
As underlined in [9], several publications in the literature describe SMED projects applied in combination with other Lean Management tools (e.g., Ref. [10]) and adopting a sustainable approach. In particular, Gabahne et al. [11] report the use of SMED with the support of 5S method and Total Productive Maintenance, in order to improve the productivity of the bottleneck system in the injection molding process. Kumar and Bajaj [12] implement the 5S principle in mechanical presses machines, calculating significant improvements. Braglia et al. [13] suggest the integration of SMED with the 5-Whys Analysis, which allows to highlight sub-optimum conditions in the changeover process, reducing costs and the effort necessary to conduct the SMED program. Yazıcı et al. [14] propose the SMED-fuzzy FMEA to prevent problems causing the extending of the setup time. Azizi and Manoharan [15] designed an efficient VSM (Value Stream Mapping), to improve the productivity of Small and Medium Enterprises. Ebrahimi et al. [16] developed the 3SM (Sustainable Setup Stream Mapping), based on SMED, sustainability and VSM, thus embedding environmental, social and economic aspects related to the setup analysis. Boran and Ekincioğlu [17] focused on the operator’s work conditions considering the reduction of non-ergonomic activities during a setup process. Brito and Gonçalves [18] introduced the ErgoSMED to integrate SMED with Ergonomics, in order to simultaneously improve setup times and workers’ conditions. Pacheco et al. [19] proposed the SMED-presetting by introducing a dedicated presetting department with the responsibility to manage and execute all external activities.
From the above literature analysis, it emerges the need of integrating Lean Management tools and practice with the increased availability of data coming from machine sensorization and the Internet of Things pillar of Industry 4.0. However, in the light of Industry 5.0, the awareness about the process, which can be empowered by data analysis, should be exploited to put the human factor in the center of the setup improvement projects, thus also embracing the social dimension of sustainability. The H-SMED methodology has been developed to address this research gap, as described in the following section.
3. The H-SMED Methodology
The H-SMED has been thought of as a natural evolution of the classical Shingo’s methodology, by integrating Lean Management tools (e.g., 5S, Travel Chart Analysis), with Ergonomics principles and Data Analysis to deal with the increasing complexity that is reshaping the manufacturing scenario. The aim is to embrace the Industry 5.0 perspective of human centricity, particularly suitable for those industries such as the fashion one, where craftsmanship still plays a key role and workforce is a precious resource.
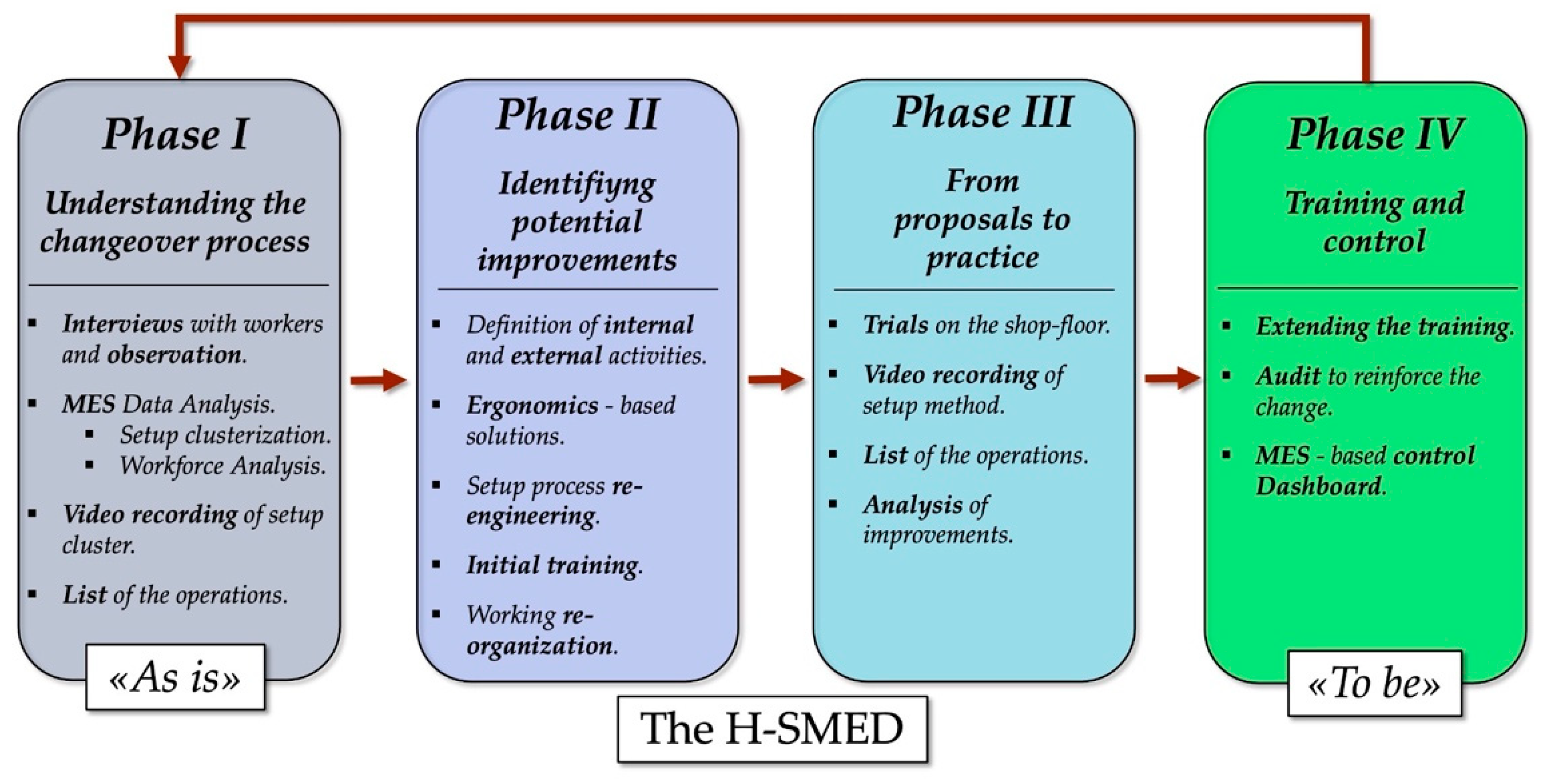
The Human-Centric SMED is based on four phases, guiding the transition from the “As Is” state to the “To Be” one, in an iterative kaizen cycle to generate valuable knowledge and learning about the changeover process (See Figure 1 below). Hence, H-SMED aims at increasing the availability of resources and, consequently, the efficiency of the system where it is applied. In the following subsections, the four phases are explained in detail as a roadmap towards the setup process improvement.
3.1. Phase I: Understanding the Changeover Process
The first stage of H-SMED is aligned with the original Shingo’s methodology: the deep understanding of problems that typically emerge during a setup. However, the H-SMED phase I relies on the new information availability deriving from Industry 4.0 and a particular attention on workforce issues.
Initially, by contact with operators through interviews and direct observation on the field, their experiences are collected, in order to firstly get insights into the process and then favor a deep understanding of criticalities in the involved setup operations. The observation of the working activities actually performed during a setup aims to gain an overall overview of the actions involved, the type and current location of the required equipment, the current movements near the machine as well as away from the working position. Some actions can appear avoidable just from these initial observations and become potential candidate for elimination or re-engineering in the following phases of the H-SMED project. Interviews are useful to come to grips with the difficulties perceived by workers while performing a setup. In this phase, it is important to be open-minded and to listen to the complaints as well as suggestions by the operators. In order to be more effective, listening to both experienced workers and newbies is relevant to have a deeper comprehension of the technical problems or the organizational issues that can happen during a working day. Moreover, by interviewing workers while they are performing a changeover, it is possible to get acquainted with them, understand the human dynamics within the shopfloor and introduce the concepts and goals of a H-SMED project. Emphasis on the human centricity of the project and empathy are essential in order to smooth any resistance to change. The support of the management and the shift supervisors is dramatically important to prove the commitment to easing the work and directly involving operators in the improvement process from day one.
The following two steps of phase I benefit from Industry 4.0 revolution and in particular from analysis of the huge amount of data from the shopfloor, which can be collected by the Manufacturing Enterprise System (MES) of the company. MES-based data analysis allows the identification of the most impacting cluster of changeovers on the performance of the system, thus focusing the H-SMED project and managing the typical complexity of dynamic production environments. Furthermore, the identification of the initial cluster to be considered gives the chance to limit the last step of phase I, the video recording, to the pertaining activities only. This can be, in fact, a very time-consuming but unavoidable step, in order to deepen the comprehension of the setup process achieved with the initial interviews and observations. The detailed list of all the operations currently involved during the selected changeover with their specifications (execution time, required tools and materials, related location in the working space, movements, etc.) can be gathered and forms the input of the following phase II. Then, MES data provide the chance to analyze the efficiency as a basis for a potential work re-organization, aimed at improving the setup process and speeding up production.
3.2. Phase II: Identifying Potential Improvements
The phase II of H-SMED is devolved to point out potential improvements and solutions. The first step classifies all the activities involved in the changeover process as internal (to be performed necessarily during machine downtime) and external (to be potentially executed during machine uptime), following the traditional Shingo’s methodology.
To further increase the benefits of SMED from a human-centric perspective, ergonomic solutions should be integrated into the setup activities. Such ergonomic improvements are intended to ease the workers in their job during a changeover, reducing fatigue and physical stress, which impact on task execution and, therefore, on the overall setup time. During this step, the realization of prototypes for novel ergonomic equipment can be helpful for testing the effectiveness of the proposed solutions on the shopfloor in phase III.
The following step of phase II is devolved to the definition and formalization of a re-engineered setup process. This is possible due to the adoption of lean techniques, such as 5S to reduce the disorder and confusion on the shopfloor, or the Travel Chart Analysis to map workers’ movements, thus identifying and removing the avoidable ones.
Benefits deriving from the lean approach can be even more important when the work content is largely based on craftsmanship activities, which can be hardly externalized. In this case, leaning internal activities becomes a priority, since they cannot be overlapped with other operations during the machine uptime.
Once the setup process has been re-engineered, the training should initially involve a small subgroup of the workforce, typically the most skilled workers. This step pursues: the critical understanding of MES data analysis; the adoption of 5S mindset to introduce more order into the shopfloor; the use of ergonomic solutions developed to ease the setup activities; and the externalization of all the setup activities that can be performed during the machine production time.
Finally, as a consequence of the workforce analysis of the previous phase I, the management can decide to re-organize the workforce by redefining roles and related tasks, formalizing “who has to do what” on the shopfloor.
3.3. Phase III: From Proposals to Practice
Phase III converts proposal into practice, by testing and adjusting on the shopfloor the re-engineered setup process and all the solutions identified in the previous phase II. The first group of trained workers are supposed to test the new setup process and tools on the field, so that criticalities on its actual implementation can emerge. The aim is to overcome them and adapt the new process to human requirements and well-being during job execution.
When the group has shown confidence in and agreement on the new method to follow for a changeover, then the H-SMED project proceeds with the next steps: the new videorecording of the re-engineered setup method and the new listing of all operations to be executed during a changeover. These steps are functional for the analysis of obtained improvements, by comparison of the process performance in the “As is” scenario, mapped in phase I, and the new scenario proposed by the H-SMED project. Actual benefits derived from the H-SMED project can thus be shared with all the stakeholders.
3.4. Phase IV: Training and Control
Phase IV refers to the training of workers to increase their knowledge and commitment. Since the first training of phase III has involved only a small group, the H-SMED framework requires extending the training to all of the manpower involved in the setup process. At this point, the management should define and realize audits to reinforce and spread the change. Besides returning precious information on the actual implementation of the new process, audits can reduce the risk of the progressive relaxation of the introduced good practices with a downgrade to the previous behavior, since workers tend to perform their tasks in a conservative way. In this phase, it is possible to introduce other data-driven tools to support the management in the control of activities on the shopfloor, by exploiting MES information. From MES, in fact, department performance, as volumes manufactured per day per shift and per operator and the number of setups performed can be gathered and analyzed. A useful tool is an MES-based control dashboard to be shared every day in a meeting with the shift supervisors, to increase awareness about the department’s current performance and issues to be overcome. A correct share of information is the first step for triggering operators’ commitment to process improvement.
In conclusion, the framework is thought of as a kaizen cycle. This means that these phases and steps could be iterated until results are obtained. When the management is satisfied about a given changeover performance, the process of improvement will continue addressing another type of changeover. In fact, the framework is thought to proceed, iteratively, with the next cluster of setups following again the presented roadmap.
4. The Case Study
The proposed H-SMED methodology was tested in the hinging department of a global leader in the manufacturing of eyewear. In the hinging department, the metal hinges, which are needed to successively attach the temples to the glasses frame, are drowned in the eyewear front piece.
The fashion industry is particularly suitable for assessing the H-SMED effectiveness, since it still relies on high human work content and skills strictly connected to the “Made in Italy” excellence. Thus, optimizing the setup process in order to efficiently produce a large number of different models to satisfy customer expectations, while supporting precious resources in their job execution, is becoming crucial to maintaining competitiveness.
4.1. Applying Phase I
After the first presentation with the operators, the direct observation of their work, the use of equipment and the discussion of perceived difficulties were performed. From the interviews with workers, it has emerged that there are three main types of setups: the “Basic”, the “Hinge Change” and the “Out & Out”. The “Basic” setup involves the change of the templates, which are unique for each model, the checking of the “zero” of the sonotrode (which is used to drown the hinges, unique for each specific model, in the middle spot of the eyewear endpieces) and of the milling machine tip. This means that the operator only has to disassemble the templates from their position and assemble the new pair—one for each cart of the machine (i.e., left and right side). It is the simplest possible type of changeover, which occurs when the incoming model differs from the previous one only for the caliber dimension of the templates. The “Hinge Change” setup, instead, adds to the “Basic” setup the feeler adjustment and the hole centering of the milling machine tip. This type of changeover is required when the model to be processed is associated with the same type of hinges of the previous one, thus requiring the same milling cutter and sonotrode tip. The “Out & Out” setup is the most elaborate changeover that can be realized in the hinging department, with a current average duration of about one hour. With respect to the latter setup type, the change of the tip of the sonotrode, as well as the replacement of the cutter of the milling machine, are required. This setup is performed when the equipment needed to drown the hinge on the frame endpieces is completely different from the previous one (e.g., the sonotrode tip, the milling cutter and the templates).
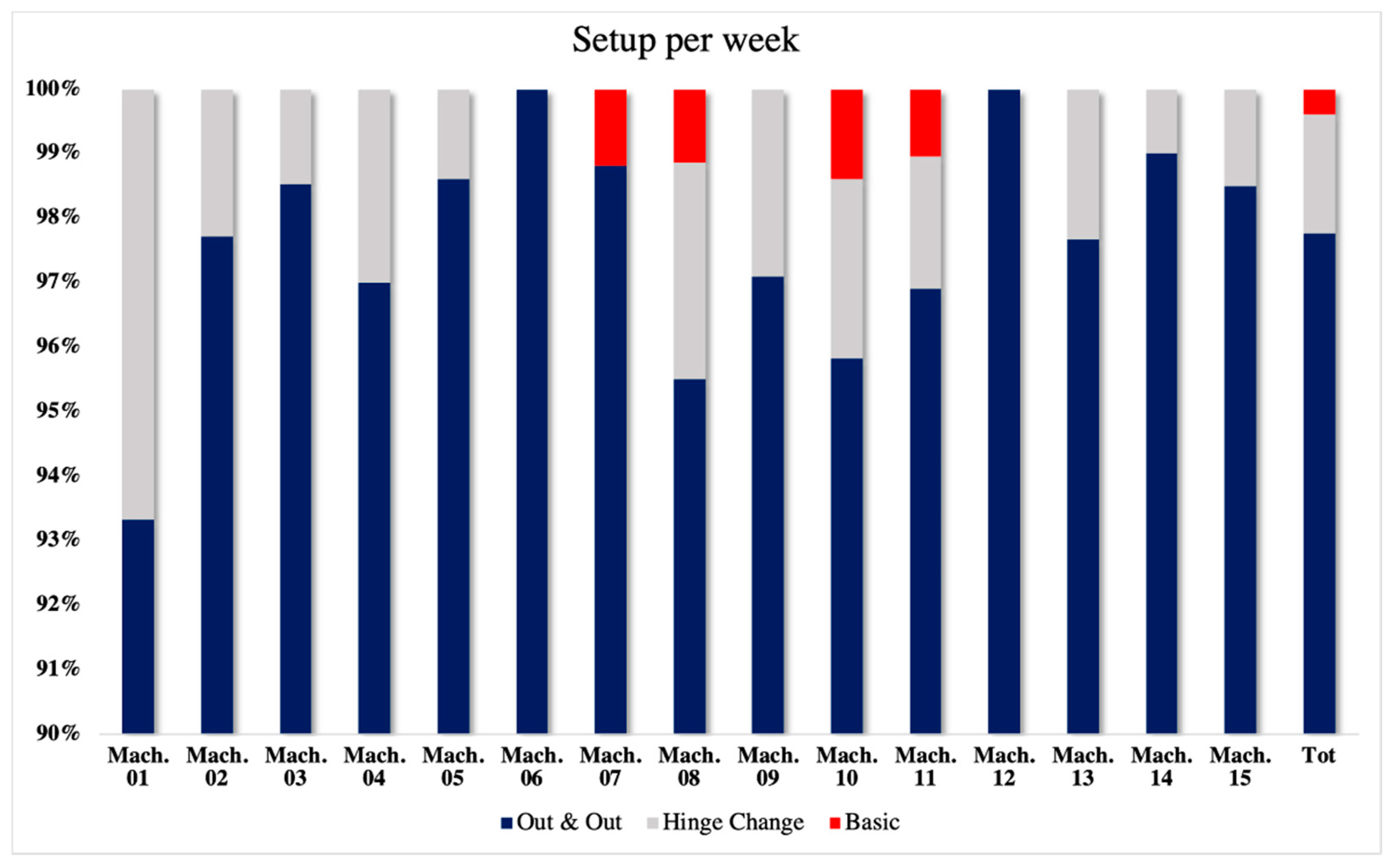
The next step to be applied was the MES data analysis. The hinging department is part of a complex manufacturing system, due to the high mix of products that every day are processed in large volumes and with different productive cycles. The priority at this point was to understand which family of setups was currently the most impacting on the department available capacity, in order to focus the H-SMED on it. The MES data driven analysis confirmed the clusterization of setups suggested by the interviews with the operators. The most frequent setup type could be identified as the “Out & Out” one, as reported on a weekly basis in Figure 2.
Therefore, the “Out & Out” setup family was chosen as the focus of the initial cycle in the H-SMED project. It is worth remembering that the H-SMED framework is thought of as a loop that will continue to cycle on one type of setup until the desired performances are reached and then move to another setup cluster.
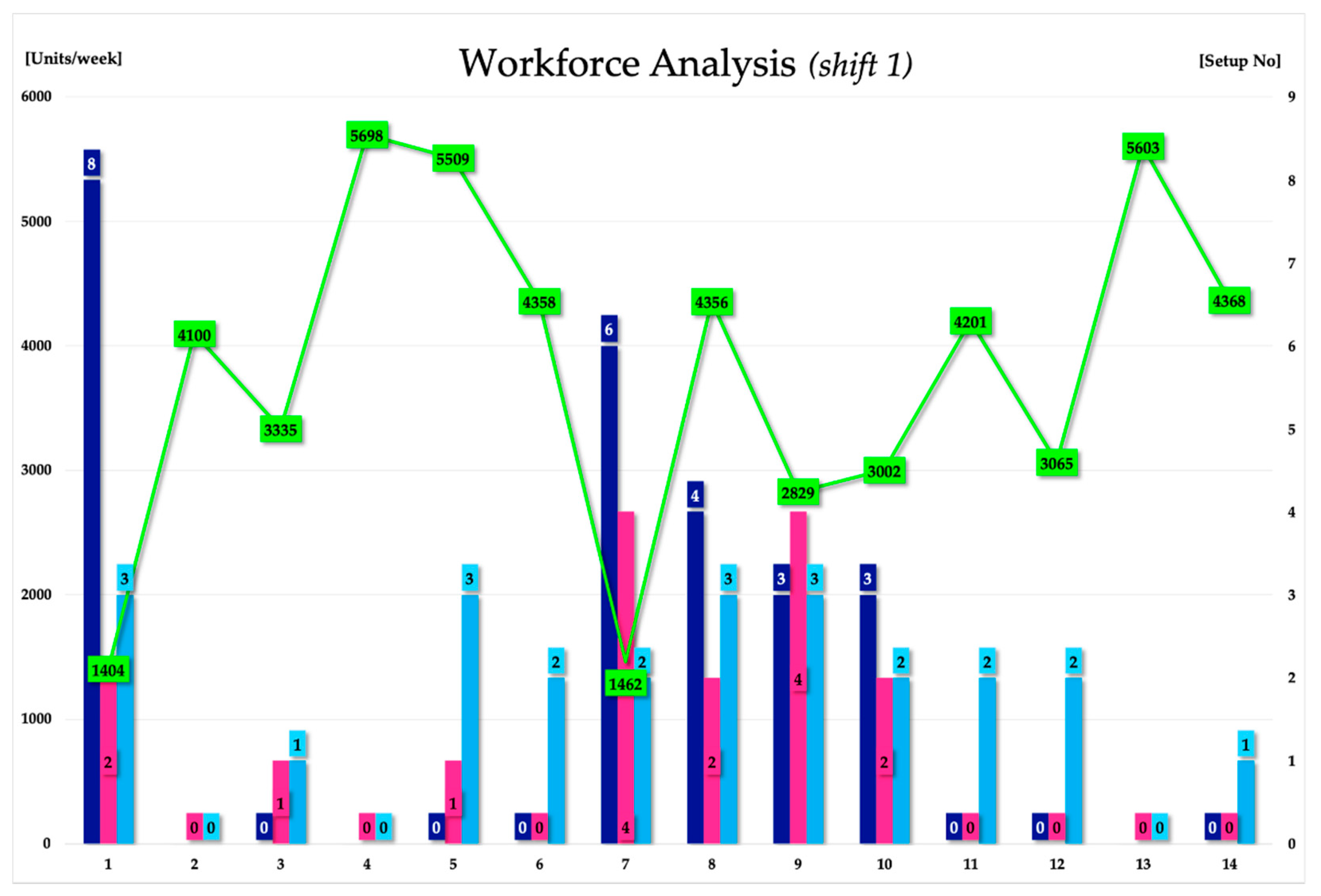
By exploiting data collected from the shopfloor IoT integrated resources, performances of the human resources of the hinging department were also analyzed, in order to optimize their tasks and define specific organizational roles. In Figure 3, an example of the production (see the green lines) and the number of setups performed by each operator of a shift for a given week is shown (see the blue bars for the “Out & Out” setup, the pink bars for the “Hinge change” setup and the light blue ones for the “Basic” setup). It can be noticed how there was a subset of workers who were in charge of most changeovers (see operators 1, 7, 8, 9 and 10), while a small subgroup was totally devolved to production only (see operator 2, 4, 13). The remaining workers (namely operator 3, 5, 6, 11, 12, 14) were hybrid figures who could be involved either in simple setups (e.g., “Basic” or “Hinge Change” type) or in production, with different efficiency (see the green line of production quantity). Similar patterns were recognized across different weekly periods and shifts.
Thus, the following questions arose, to be addressed in phase II of the H-SMED project: could it be more convenient to increase workforce specialization, for example, exclusively dedicate a subset of workers to the setup process only, in order to capitalize on learning phenomena? To what extent can a stronger specialization improve both the setup process and the production one?
Following the MES Data Analysis results, the H-SMED framework proposes to video record the most impactful cluster in order to deepen the investigation. The video recording required 54 min and 19 s elapsed time from setup beginning until the first compliant frame was obtained. Then, all the activities were listed in a table, fragmenting the whole process in elementary tasks, to gather a detailed comprehension of the current “Out & Out” changeover. An extract of such a list is shown in Table 1.
4.2. Applying Phase II
All the activities listed in the previous phase I of the H-SMED project were marked as external or internal, following the traditional Shingo’s concept of externalization (See Table 1, last column). In terms of time savings, the externalizable tasks amount to 7 min and 38 s only, on a total of 54 min and 19 s setup time. Such a reduction is far from the desirable result described by Shingo (1985) in the classical SMED after externalization. It comes that in this case, the greatest chance of speeding-up the setup process relies not on externalization, but on making the internal activities as lean and ergonomic as possible, with a new attention paid to the human resource.
During the interviews with workers in phase I, they particularly stressed the problem of tiring up their wrists and the difficulty of giving the right torque to stick the templates in the correct position at the first attempt. Another highlighted criticality was the equipment disassembly, which should avoid the jamming of the various mechanical elements. Based on such evidence gathered during phase I, some proposals for new, more ergonomic solutions were developed and then prototyped in the company mechanical department. In particular, the round-headed screws for tightening the templates on the carts were replaced by screws with a countersunk head. This should help the workers during the template removal and adjustments, reducing the probability of sticking the templates and, consequently, shortening any waste of time. The new screws have the same head shape as other components, as the tray holder and the lateral claws. This means that it is possible to use the same T shape Allen key with all of them, thus reducing the tools required during the process. The buttonhole that holds the tray holder was redesigned to ease the adjustment of the quotas of the tray holder. The new position of the screws has increased the ergonomics of the device. The setup operator, in fact, can change the tightening angle, reducing the effort needed to set the correct height of the tray holder. Furthermore, these ergonomic screws can ease the tightening of the lateral thrust lugs, saving time and reducing the effort to fix the frames. A new milling cutter zero was also realized to facilitate the “reset” of the milling cutter thanks to a more ergonomic hilt. When it comes to assembly of the milling cutter tip, the setup operator can easily fix it in the right site rotating the hilt like a big screw. With the introduction of these new solutions, the fatigue of installing and removing the equipment can be dramatically reduced, with benefits to the time required to perform the related activities. Moreover, these ergonomic improvements lead to benefits not only for the working efficiency, but also for the health and safety of the workforce, thus increasing the system sustainability. The operator can be more protected against the accidents at work, such as cuts and scratches to remove the stuck equipment, and the carpal tunnel syndrome, which might occur because of the repetitive manual fixing of components in the right position. Furthermore, as soon as workers realized the attention paid to improve their wellbeing at work, they became more open-minded and prone to undertake programs of improvement. In the H-SMED this step is fundamental because the human factor is set at the center and it is not possible to reach better performance if the first performer, the worker, is not committed at all to the project.
The analysis of the “As is” state in the previous phase I of the H-SMED had highlighted the opportunity of introducing some changes in the current setup process. Apart from the externalization of some activities (e.g., the preparation of the equipment before the start of the changeover), internal tasks can be re-engineered in order to cut the overall setup duration. In particular, the main discovered criticalities from phase I analysis were: the excess of movements away from the working station; the difficult identification of the proper tool to be picked from the shelf; the lack of an acknowledged sequence to perform the tasks. The study of the potential reduction of movements departed from a Travel Chart Analysis, the simple Lean tool aimed at mapping routes that the setup operators adopt within the department layout. The reduction of unnecessary movements for picking individual equipment was gained by introducing a tool trolley, to be moved around the department by its assigned worker, without the necessity to reach the shelf. Moreover, a specific setup operator was identified and charged with the responsibility of keeping all the tool trolleys in order and “ready to use”, adopting a 5S approach.
The setup process re-engineering led to rethinking several activities performed during the changeover. For example, collecting the disassembled equipment into a box to be delivered to the shift supervisor at the end of the setup process, with the worker leaving the machine only once. The supervisor, successively, sorts the equipment and properly stores it on the shelf.
The proposed rationalization of the changeover process can lead to a total setup duration of about 28 min and 30 s, thus to a potential time reduction of 25 min and 49 s in comparison to the “As is” setup recorded during phase I, for a 48% relative decrease. This reduction, obtained by easing and leaning the internal activities, shows how it is still possible to pursue strong improvement of the setup process, even when activities can be seldom externalized.
Given such a significant expected improvement, the next step involved the initial knowledge transfer to workers. The training started with a first meeting, in which all the proposals to improve the changeover process were explained to a selected and small subset of setup operators, with the participation of the management. The management involvement was fundamental to encouraging and motivating workers to embrace new solutions and commit themselves to the change. In order to assess if a worker had really understood all the passages, a good technique was to listen to him while retrieving all the steps by memory. This required good communicative skills and patience to follow the worker in this pedagogical path. To support the explanation of the novelties, a checklist was also utilized in the training activity. Such a checklist was proposed firstly away from the department, asking setup operators to join the meeting room. This precaution was suggested by the automaticity concept: people pay attention only if a payback, a reward, or important information to improve their own condition can be gained. Thus, if the environment where novelties are explained is too familiar, people are not prone to paying so much attention, rapidly forgetting the received information [20].
As a consequence of the workforce analysis of phase I, the management decided to re-organize the hinging department and assign defined roles to the working figures. More precisely, this step is related to the definition and formalization of “who has to do what”. The first decision refers to the hybrid figure currently working in the department, who can be assigned either to production or to changeovers. The management decided to remove this figure, converting all the workers into production operators or setup operators, while maintaining the balance of competences between the different shifts. When a worker was skilled enough in the setup process, he was converted into a pure setup operator, who can be involved in production only in the case of a lack of setup activities to be carried out. On the contrary, if he was more effective in the manufacturing process, he was exclusively assigned to production. The definition of only two roles leads to a higher degree of specialization of the workers, with the consequence of allowing them to benefit from the learning curve and perform more efficiently in both roles. The setup operators are responsible for setting-up the hinging machines using the re-engineered method, but also for controlling the good state of the equipment stored as “ready-to-use” (e.g., without the necessity to grind or sand it). Job enlargement and job enrichment can thus be pursued, concurring with a better satisfaction of the workforce, as is typical of the Total Productive Maintenance approach [21].
4.3. Applying Phase III
During phase III, the selected group of just-trained setup operators tried in the field to effectively integrate: the externalization or elimination of some activities (e.g., unnecessary movements); the ergonomic solutions developed to ease their work; the 5S approach to foster more order into the department.
When agreement on a feasible sequence of tasks and a correct method to follow during a changeover was reached and tested, video recording of the new process for a complete setup was performed, similarly to phase I. The new videoclip has a duration of 30 min and 32 s with a reduction, if compared with the 54 min and 19 s of the phase I, of about 24 min, equal to a relative feasible decrease of 44%. All the tasks were successively listed, so that comparisons with the previous process could be derived. An example for the “As is” and the “To be” states for the equipment replacement is provided in Table 2.
More than 4 min were earned in the disassembly macro-operation (see the related row in Table 2), thanks to the ergonomic solutions introduced, with the same number of tasks of the previous process. The assembly of the equipment (see Table 2), maintaining four tasks, gathered a relative reduction of 32 s. The adjustments were accomplished by four operations instead of five, with a relative decrease of 20 s. The optimization of the process allowed the devotion of 1 min and 11 s to the additional control of the replaced equipment, which can prevent quality issues and scraps during production.
4.4. Applying Phase IV
Since the automation level is rather limited in the hinging department and the changeover tasks are executed with a high human content, the only way to master the new knowledge has been to replay the re-engineered activities again and again, extending the training to all the employees, and the ergonomic solutions to all the machines.
In order to map and sustain the progress of improvements in the hinging department, the board organized, every month, some audits, where the duration of the setup was detected for each setup operator. This information is essential to track the development of a specialized worker’s skills and to adjust the methodology, aiming at a continuous improvement path in compliance with the H-SMED approach. The necessity to control the performances of the department led to the development of an MES-based dashboard. Following the dashboard features, during a brief daily meeting, the management talks with the shift supervisors about the number of setups performed each day per cluster; the total volume processed in the previous day by the hinging department; the production capacity per shift in the hinging phase; the production capacity per worker per shift. The adoption of a data-driven approach increased the knowledge of all the stakeholders of the hinging department and information sharing on the shopfloor. The dashboard reveals the inefficiencies and criticalities that can be faced with more awareness. Thus, it provides a good basis for discussion in the daily meeting, so that actions to solve the problems can be identified in a timely manner and continuous improvement can be fostered. The data-driven analysis has changed the department: the access to the data, the sharing of information and the monitoring of the performances have increased the involvement of workers in their job. The setup operator now can better understand the importance to speed-up the setup process in order to reduce the inactivity of the hinging machines. The H-SMED project has stimulated the shift supervisors to improve the management of their workers and has increased the whole system’s working transparency.
Finally, it is important to emphasize how the specialization of workers in the setup execution has positively impacted the performance improvement since the beginning of its application. The new working organization was revealed to be effective at both reducing setup duration and increasing working efficiency, exploiting not only learning phenomena, but also workers’ skills and inclination, increasing job satisfaction. In particular, it was observed how the production quantity was more levelled among workers devolved to the manufacturing process, while setup could be more easily and uniformly distributed among setup specialists.
5. Conclusions
The emerging vision of Industry 5.0 sets the human pillar in the center of the production systems, complementing the development of Industry 4.0 with the new paradigm of “Economy that works for people” [1]. In this human-centric perspective, the rapidly evolving technologies should support the adaptation of the production process to workers, in an effort to promote all three dimensions of sustainability, matching economic prosperity and respect of the planet with social well-being.
Machine sensorization and the Internet of Things pillar of Industry 4.0 have led to a huge availability of data. However, the increased awareness about the process, which is empowered by data analysis, should be exploited to put the human factor at the center of any improvement project. The H-SMED framework has been developed as a solution to rethink and lean the setup process, while aligning it with the new concept of Industry 5.0. The H-SMED integrates the benefits coming from the data driven approach typical of Industry 4.0, with a particular attention paid to improving workers’ conditions and easing their tasks. To this end, the introduction of ergonomics and the attention to human commitment to the setup improvement project can be considered as distinctive features of the H-SMED approach.
The H-SMED methodology involves four phases in a continuous improvement cycle: (I) understanding the changeover process; (II) identifying potential improvement; (III) from proposals to practice; (IV) training and control. It has been first validated in the department of a world-wide leader of the eyewear industry. In such manufacturing environments, the setup process is mainly composed of internal-time activities, such as adjustments and controls, which are carried out by a strong human component and can be hardly transformed into external-time activities, as primarily required by the classical SMED. Despite these premises, the integration of lean practices with data-driven analysis and ergonomics, as proposed by the H-SMED approach, has gained significant improvements of the setup duration (44% reduction).
However, in order to achieve and maintain such valuable results, some efforts should be addressed to sustain the human centric perspective of H-SMED. First of all, workers’ wellbeing should be considered by the management as the crucial basis upon which to gain a better performance of the whole production system. The workforce’s commitment to the setup improvement project is essential for its success, but the natural aversion towards any change in the work organization and methodology is more easily overcome if workers can realize that by H-SMED they are mainly improving their own job, with the complete support of their supervisors. Then, H-SMED requires the re-qualification of manpower with new competences in order to deal with the digitalized world, such as the capability to read and understand the available data critically. The introduction of simplified tools such as control dashboards has been revealed as useful for gradually developing them. Growing awareness of the process and of the issues emerging daily in a dynamic working environment has enabled a quick reaction and a continuous improvement mindset in the shopfloor. Ergonomics also plays a main role in easing setup tasks, speeding up the changeover process and creating a safer working environment. Therefore, proposals of new solutions should be encouraged, prototyped and tested on the shopfloor by the workers themselves, in order to enhance both feasibility and acceptance. Direct involvement of workers in the setup process improvement, as pursued by the H-SMED, can further contribute to integrating the Industry 5.0 concept of human centricity in production systems.
Future research can be devoted to testing the H-SMED approach in different industries to further assess its potential. Different data-driven methodologies can also be integrated in order to face complex and dynamic working environments.
Author Contributions
Conceptualization, E.F. and A.M.; methodology E.F. and A.M.; software, E.F.; validation E.F. and A.M.; formal analysis E.F. and A.M.; investigation E.F. and A.M.; data curation, E.F.; writing—original draft preparation E.F. and A.M.; writing—review and editing, E.F. and A.M.; visualization, E.F.; supervision, A.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Breque, M.; de Nul, L.; Petridis, A. Industry 5.0—Towards a Sustainable, HUMAN-centric and Resilient European Industry; European Commission: Brussels, Belgium, 2021. [Google Scholar] [CrossRef]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Longo, F.; Padovano, A.; Umbrello, S. Value-Oriented and Ethical Technology Engineering in Industry 5.0: A Human-Centric Perspective for the Design of the Factory of the Future. Appl. Sci. 2020, 10, 4182. [Google Scholar] [CrossRef]
- Lu, Y.; Adrados, J.S.; Chand, S.S.; Wang, L. Humans Are Not Machines-Anthropocentric Human-Machine Symbiosis for Ultra-Flexible Smart Manufacturing. Engineering 2021, 7, 734–737. [Google Scholar] [CrossRef]
- Shingo, S. A Revolution in Manufacturing: The SMED System; Productivity Press: Cambridge, OR, USA, 1985. [Google Scholar]
- Sousa, E.; Silva, F.J.G.; Ferreira, L.P.; Pereira, M.T.; Gouveia, R.; Silva, R.P. Applying SMED methodology in cork stoppers production. Procedia Manuf. 2018, 17, 611–622. [Google Scholar] [CrossRef]
- Haddad, T.; Shaheen, B.W.; Németh, I. Improving Overall Equipment Effectiveness (OEE) of Extrusion Machine Using Lean Manufacturing Approach. Manuf. Technol. 2021, 21, 56–64. [Google Scholar] [CrossRef]
- Godina, R.; Pimentel, C.; Silva, F.J.G.; Matias, J.C.O. A Structural Literature Review of the Single Minute Exchange of Die: The Latest Trends. Procedia Manuf. 2018, 17, 783–790. [Google Scholar] [CrossRef]
- Bento da Silva, I.; Godinho Filho, M. Single-minute exchange of die (SMED): A state-of-the-art literature review. Int. J. Adv. Manuf. Syst. 2019, 102, 4289–4307. [Google Scholar] [CrossRef]
- Oliveira, J.; Sá, J.C.; Fernandes, A. Continuous improvement through “Lean Tools”: An application in a mechanical company. Procedia Manuf. 2017, 13, 1082–1089. [Google Scholar] [CrossRef]
- Gabahne, L.D.; Gupta, M.M.; Zanwar, D. Overall Equipment Effectiveness Improvement: A Case of injection molding machine. Int. J. Eng. Sci. 2014, 3, 1–10. [Google Scholar] [CrossRef]
- Kumar, V.; Bajaj, A. The Implementation of Single Minute Exchange of Die with 5’S in Machining Processes for reduction of Setup Time. Int. J. Recent Technol. Mech. Electr. Eng. 2015, 2, 32–39. [Google Scholar]
- Braglia, M.; Frosolini, M.; Gallo, M. SMED enhanced with 5-Whys Analysis to improve setup reduction programs: The SWAN approach. Int. J. Adv. Manuf. Technol. 2017, 90, 1845–1855. [Google Scholar] [CrossRef]
- Yazıcı, K.; Gökler, S.H.; Boran, S. An integrated SMED-fuzzy FMEA model for reducing setup time. J. Intell. Manuf. 2021, 32, 1547–1561. [Google Scholar] [CrossRef]
- Azizi, A.; Manoharan, T. Designing a Future Value Stream Mapping to Reduce Lead Time Using SMED-A Case Study. Procedia Manuf. 2015, 2, 153–158. [Google Scholar] [CrossRef] [Green Version]
- Ebrahimi, A.; Khakpour, R.; Saghiri, S. Sustainable setup stream mapping (3SM): A systematic approach to lean sustainable manufacturing. Prod. Plan. Control 2021, 1–19. [Google Scholar] [CrossRef]
- Boran, S.; Ekincioğlu, C. A novel integrated SMED approach for reducing setup time. Int. J. Adv. Manuf. Technol. 2017, 92, 3941–3951. [Google Scholar] [CrossRef]
- Brito, M.; Gonçalves, M.A. ErgoSMED: A Methodology to Reduce Setup Times and Improve Ergonomic Conditions, IHSED 2019. Adv. Intell. Syst. Comput. 2020, 1026, 549–554. [Google Scholar] [CrossRef]
- Pacheco, D.A.; Heidrich, G.D. Revitalizing the setup reduction activities in Operations Management. Prod. Plan. Control 2021, 1–21. [Google Scholar] [CrossRef]
- Solomon, M.R. Consumer Behavior Buying, Having, and Being, 12th ed.; Pearson: Hoboken, NJ, USA, 2018; pp. 157–158. [Google Scholar]
- Nakajima, S. TPM an Introduction to Total Productive Maintenance; Productivity Press: Cambridge, MA, USA, 1988. [Google Scholar]
Figure 1.
The Human-Centric SMED.

Figure 2.
MES based setup analysis for each machine in the hinging department.

Figure 3.
Example of MES based workforce analysis for a shift. The green lines report the weekly produced quantity per operator, the blue bars the “Out & Out” setup, the pink bars the “Hinge Change” setup and the light blue bars the “Basic” setup.
Figure 3.
Example of MES based workforce analysis for a shift. The green lines report the weekly produced quantity per operator, the blue bars the “Out & Out” setup, the pink bars the “Hinge Change” setup and the light blue bars the “Basic” setup.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Excerpt of task list for the “Out & Out” setup. In the last two columns, F (red) is a task performed in front of the machine, M (green) away from the machine, I (light blue) is an internal time activity, E (blue) an external time activity.
Table 1.
Excerpt of task list for the “Out & Out” setup. In the last two columns, F (red) is a task performed in front of the machine, M (green) away from the machine, I (light blue) is an internal time activity, E (blue) an external time activity.
| Operation Description | Timing | Detail | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| No | Operation | Task | Type | Start min | Start sec | End min | End sec | Duration | Position | M/F | E/I |
| 1 | Setup preparation | Sanitize the workstation | Preparation | 0 | 0 | 1 | 44 | 01:44 | Front | F | I |
| 2 | Setup preparation | Remote control plug-in | Preparation | 1 | 44 | 1 | 58 | 00:14 | Front | F | E |
| 3 | Setup preparation | Login MES | Preparation | 1 | 58 | 2 | 28 | 00:30 | Front | F | I |
| … | … | … | … | … | … | … | … | … | |||
| 14 | Sonotrode replacement | Assembly new sonotrode tip | Assembly | 9 | 3 | 9 | 47 | 00:44 | Right | F | I |
| 15 | Sonotrode replacement | Machine block handling | Preparation | 9 | 47 | 10 | 20 | 00:33 | Right | F | I |
| 16 | Sonotrode replacement | Check sonotrode zero | Control | 10 | 20 | 10 | 32 | 00:12 | Right | F | I |
| 17 | Milling cutter replacement | Moving, left machine | Movement | 10 | 32 | 11 | 4 | 00:32 | Left | M | I |
| 18 | Milling cutter replacement | Old milling cutter removal | Disassembly | 11 | 4 | 11 | 26 | 00:22 | Left | F | I |
| 19 | Milling cutter replacement | Milling cutter assembly | Assembly | 11 | 26 | 11 | 46 | 00:20 | Left | F | I |
| … | … | … | … | … | … | … | … | … | |||
| 122 | Production of the hinged piece | Consensus required | Movement | 53 | 31 | 54 | 21 | 00:50 | Away | M | I |
| 123 | Production of the hinged piece | Start production | Start | 54:19 | |||||||
Table 2.
Comparison between the As-is and To-be duration of the equipment replacement.
| AS IS | ||
| Equipment Replacement | Duration [hh:mm:ss] | Tasks No |
| Preparation | 00:00:33 | 2 |
| Disassembly | 00:05:46 | 4 |
| Assembly | 00:02:24 | 4 |
| Adjustment | 00:04:08 | 5 |
| Movement | 00:00:10 | 1 |
| Order | 00:00:03 | 1 |
| TOTAL | 0:13:04 | 17 |
| TO BE | ||
| Equipment Replacement | Duration [hh:mm:ss] | Tasks No |
| Preparation | 00:00:56 | 2 |
| Disassembly | 00:00:58 | 4 |
| Assembly | 00:01:52 | 4 |
| Adjustment | 00:03:48 | 4 |
| Movement | 00:00:00 | 0 |
| Control | 00:01:11 | 2 |
| Order | 00:00:25 | 4 |
| TOTAL | 0:09:10 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fonda, E.; Meneghetti, A. The Human-Centric SMED. Sustainability 2022, 14, 514. https://doi.org/10.3390/su14010514
AMA Style
Fonda E, Meneghetti A. The Human-Centric SMED. Sustainability. 2022; 14(1):514. https://doi.org/10.3390/su14010514
Chicago/Turabian StyleFonda, Edoardo, and Antonella Meneghetti. 2022. "The Human-Centric SMED" Sustainability 14, no. 1: 514. https://doi.org/10.3390/su14010514
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.